The presentation below covers the steps in Wayne's canoe project in strictly chronological order. If you would prefer to read about the steps as related to specific components of the canoe, click HERE to see a thematic presentation.
Before reading about the process of building, read about the harvesting of the giizhik (white cedar), wiigwaas (birch), waatabiig (spruce roots), and bigiw (pine pitch) on the other pages of this website. All of these processes were undertaken during the summer of 2013 in and around the Lac du Flambeau reservation. As Wayne puts it: "You can't get this stuff at Hobby Lobby." In fact, locating trees of sufficient size and quality for the production of a canoe is one of the greatest challenges facing contemporary builders today. In order to gain wood of suitable length for the gunwales, Wayne had to purchase red cedar boards from a mill in the Pacific Northwest. All other materials, however, were harvested in northern Wisconsin.
The first work in shaping the gunwales and manboards (see below) was undertaken in Lac du Flambeau. All other steps in the process were carried out during the fall semester of 2013 at the wood shop of the Art Department, on the seventh floor of the Humanities Building on the University of Wisconsin-Madison campus.
Long lengths of red cedar were purchased from a mill in the Pacific Northwest to serve as the bimikwaanaatigoon (gunwales). Each side of the canoe has three pieces that make up the gunwale assembly: an inner upright piece that runs along the inner top of the canoe (the "inwale"), an outer upright piece that runs along the outside top rim of the canoe (the "outwale"), and a top cap piece (the "topwale") that fits on top and binds the other two pieces together, sandwiching the birchbark snuggly inside. The topwale also prevents damage to the root lashings which attach the birchbark walls to the gunwales.
Inwales and outwales installed. (TD)
The Lac du Flambeau canoe style features a longer outwale piece that sweeps upward at the prow and stern, giving the canoe a distinctive profile.
In late July, the cedar lengths to be used for the gunwales were partly shaped, tied together, and fastened to bricks to be sunk in a lake near Wayne's house for a month. A thicker piece of pine was included in the bundle to help support the cedar pieces and keep them from bearing the full weight of the bricks. The soaking made them sufficiently pliable to be bent into the shape of the top of the canoe. (TD)
The cedar pieces, pine length, and bricks are ready to be sunk into lake, late July 2013. (TD)
A month later, the gunwales are retrieved from the lake. Late August, 2013. (TD)
The soaked pieces are now richly colored and very pliable, but there is always the chance that they will crack, and so great care must be taken when handling them. The piece of pine helps support the pieces druing transport back to Wayne's garage. (TD)
Lake slime removed so that the pieces are easier to grip. (TD)
(TD) A plywood form is secured to the work table with screws. The form is in two halves. Along its outer edges Wayne has made marks to designate where the braces and thwarts should be placed. The use of a table and of a plywood form is an innovation that Wayne and his brother Leon have made to the traditional method of building birchbark canoes by anchoring pieces in sand. See the TRADITION page for historical films that document past methods.
Blocks and temporary thwarts permit the inwales to be placed at the height and in the shape they will eventually assume in the finished canoe. (TD)
The gunwale pieces are tied to the temporary thwarts and braces with synthetic twine. (TD)
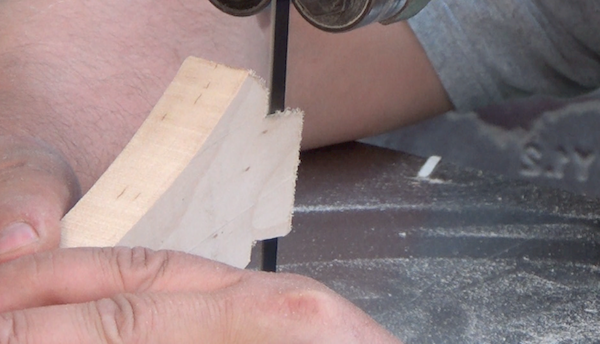
The cedar manboards (inini-bagoog) have slots on each side where the gunwale pieces will be fit. (These slots make the manboard appear to have a head and shoulders, hence the name.) (TD)
The slots must be cut so that they will exactly accomodate the inwale pieces in terms of height, width, and angle. (TD)
The gunwale piece is carefully fit into the manboard and tied in place. Wayne uses plywood to form the prow and stern piece. You can view the elaborate tradition for forming this nose piece in the archival films featured in the TRADITION page of this website. (TD)
The manboard and gunwales, now carefully fit into place, are tied and left to dry (TD)
Gunwale pieces completed on one end and clamped in place at the end closest to the camera. (TD)
Checking the height of the pieces. By working on a table, Wayne can achieve a high degree of symmetry and straightness in the finished canoe. (TD)
Once both ends are fitted and tied in place, additional reinforcing braces are added alongside the plywood form to support the inwales at a proper height and curvature as they dry. The braces are secured to the work table with screws. A single screw anchors the inwale pieces to the braces. Temporary thwart pieces are tied in the five spots where permanent thwarts will eventually be placed, ensuring the correct width and shape of the canoe. The permanent thwarts, added at a later stage of the process, will be slightly longer than the temporary ones. Strings running above the temporary thwarts tie together opposite braces and reduce the chance that the braces will splay out under the pressure of the drying gunwale pieces. The assembly must be secure and stable so that the gunwales can dry in the ideal shape. WATCH HERE
The process had to be repeated in the woodshop in Madison, where it was important to ensure that the pieces remained in their proper shape and height.
Wayne carefully cuts out mortices in the gunwales that will be used to anchor the tenons of the permanent thwarts when these are installed toward the end of the building process. (CC)
A combination of heat and moisture helps ensure that the gunwale pieces do not crack as they are bent into shape. (CC)
The inwales and manboards back in place, with temporary thwarts inserted. (TD)
Also important at this stage was the preparation of the outwales, which needed to be cut in a particular manner and then soaked for a time.
Wayne demonstrating flexibility of carefully cut outwale. (CC)
A key task in creating the sweeping rise of the outwale is a process of "laminating": cutting its ends into a series of narrow parallel strips, almost like long teeth of a comb. These strips then allow the ends to be bent more dramatically without as great a chance of cracking. Wayne took advantage of the tools in the wood shop to accomplish this and other painstaking tasks involved in the construction. At the same time, he was sure to explain to students the older ways of doing things and to demonstrate these as well. Nick Steeves, a talented student training to become a camera man, spent an afternoon filming at the shop. Watching Nick's film, you can see the bustle and activity of the shop as Wayne and associates worked to bring the canoe into being.
With the outwales thus prepared, they were transported back to the lake beside the cottage where Wayne was staying while in Madison. There they could remain underwater until Wayne was ready to attach them to the inwales. In the meantime, Wayne and his assistants began the work of forming the bark bottom and sides of the canoe.
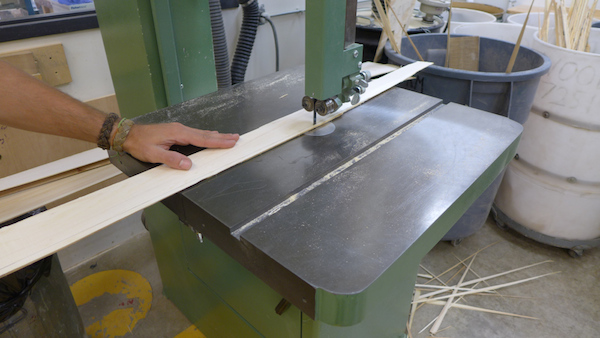
Pieces of cedar are run through a planer. Thicker pieces will become ribs; thinner ones will be used as sheathing. (TD)
Already in Lac du Flambeau, but further at the wood shop in Madison, Wayne and his helpers worked to plane, trim, and bevel the pieces of cedar that would become the ribs and sheathing of the canoe. Thinner pieces of white cedar that were not suitable for use as ribs were saved to become the sheathing that lines the bottom of the canoe between the ribs and the birchbark. Each piece of sheathing must be given a straight edge and then be beveled so that they lie flat against one another.
Using a ruler to draw lines for squaring off a piece of sheathing. (CC)
Squaring off a piece of sheathing. (CC)
Bevelling and squaring (CC)
Rough-cut planks of cedar are run over and over again through a planer, trimmed and squared off to be used either as ribs or as sheathing.
(TD)
(TD)
Prepared rib pieces, that were cedar trunks only a month before. (TD)
Wayne showing the flexibility of a finished board. WATCH HERE
The rib pieces, now cut and sized, were neatly bundled to await their being bent. The longer ribs will be used for the middle ribs of the canoe; the shorter pieces will become the ribs at the prow and tail of the canoe.
(CC)
The bundles of ribs were kept hydrated by soaking them in the lake next to Wayne's cottage. (TD)
Wayne and his assistants harvested a sufficient quantity of bark with the proper thickness and pliability to be used for constructing a canoe. Rolls and flat pieces of bark were then transported to Madison, where it was a constant necessity to keep them well hydrated so that they would continue to be useable for the building process. The following images and text follow the bark after its arrival in Madison and trace how it became incorporated into the fabric of the canoe.
Some rolls of bark were kept in the wood shop in rolls. These were kept moist by spritsing them with water at least once or twice a day and keeping them covered in plastic.
(TD)
Pieces of bark for side panels were kept flat on the floor, covered in plastic to help retain moisture, and weighted under heavier pieces of wood.
(CC)
The pieces that would become the bottom of the canoe were kept wrapped in old blankets and floating in a lake beside the cottage where Wayne was staying.
Floating roll of birchbark for the bottom of the canoe. (TD)
The rolls are brought into the woodshop. Notice the plywood form standing to the left of the work table, which has now been cleared of all other objects. (TD)
Bark pieces are washed to get off accumulated grime and to rehydrate them further. (CC)
Forming the bark was a tense but exciting process. WATCH HERE Wayne was not sure how workable the bark would be after having been stored in a roll for months between harvest and now. In traditional circumstances, Wayne would harvest the bark and use it in a matter of days. This bark was harvested in July (the time of year when it was best to harvest) but not used until late September when the university was in session. It had been stored in Wayne's basement and constantly rehydrated by hosing and spritsing.
Once the two bottom pieces were in place, the plywood form could be placed on top, with the braces and inwales returned to the table alongside it. The gunwale pieces are set aside until a later stage.
Pieces of the bottom bark extend part way up the sides of the canoe, where they will be sewn together with side panels.
The bottom bark is gently pressed together to form the prow and clamped in place.
Now the inwale pieces and temporary thwarts were reinstalled, and side panels could be added to extend the bark from the bottom of the canoe up to the gunwales. These side panels had to be very carefully placed: they should fit snugly against the plywood form and extend straight up to the gunwales. Once the canoe ribs are added, these side panels will be exposed to tremendous pressure, and if the bark is not of sufficient thickness or quality, it will simply split. Wayne took great care to select good side panel pieces that would prove durable, and he added further reinforcement pieces in coming days to ensure a lasting product.
The side panels must extend straight up from the form to the gunwales. Once the plywood form is removed and the ribs are added, they will acquire a graceful bend. The rough surface of the bark, and its lichen, will be hidden behind the ribs and sheathing. (TD)
Excess bark above the gunwales is cut away. (TD)
Trimming bark at prow. (TD)
In order to further reinforce the sides, Wayne added additional strips of bark along the top gunwales. Ojibwe artists vary in how they decorate the bottom of such strips, sometimes cutting scallop shapes or half-circles. Wayne prefers a zig-zag pattern that stays flat when drying out and remains snugly against the canoe side as a result. (TD)
The two outwales, carefully tied up at the ends to prevent the laminations from separating or breaking, are brought back to the shop after several weeks of soaking in the lake beside Wayne's cottage. (TD)
The outwales are attached first at the center of the canoe and then gently bent to follow the contour of the inwale. (TD)
The bending entails careful manipulation laterally and upward, particularly as one works from the center of the canoe toward the prow or stern. Note the second outwale waiting its turn to be attached on top of the canoe. (TD)
The end of the outwale is kept tied up and covered with a moist rag until it is time to lash it to the prow or stern. Wayne used screws to secure the outwale to the inwale. (TD)
Wayne and Tom Loeser beginning the sewing work. (TD)
Sewing is an essential and demanding process. Every seam on the canoe has to be sewn together with tight, durable stiches, traditionally made of spruce roots. Regardless of the materials used, if improperly done, the stitching can tear through the bark, ruining the panel. Traditionally Ojibwe canoe building was a communal or family event, and lots of hands, young and old, joined in the sewing. This was the case with this canoe as well: Wayne was aided by students, faculty, and friends in the long process of sewing. In order to ease the work and ensure that the resulting canoe would be durable for many years, Wayne chose to use a synthetic twine for this work. He used traditional spruce root for the stiching and lashing that would remain visible after the pitching process.
Sewing gets under way. WATCH HERE Wayne uses a two-stranded harness stitch to tightly sandwich the different plies of birchbark together and to ensure that they do not pull apart over time. Holes for the improvized needles are made with a drill or an awl.
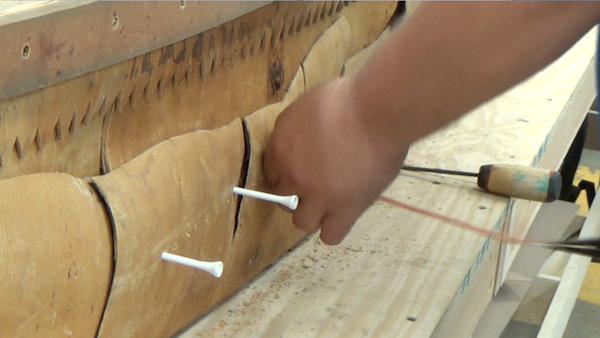
The new and the old. Wayne made frequent use of his father's awl in making the holes for the stitches. But instead of whittling out small pegs to help hold the different plies of bark together once the holes have been made but before the stitching has occurred, he used sharpened golf tees. In the past, builders made these pegs from whittled pieces of wood.
Sewing continues along seam between bottom pieces and side panels of bark. (TD)
You can read about the harvesting and initial preparation of the spruce roots in Lac du Flambeau by clicking this link to the South Quadrant of the Medicine Wheel: HERE.
An abundant supply of roots was difficult to come by, and Wayne was constantly worried that he would run out during the building process. He made repeated treks into the forest with ENVISION students to collect more roots, some of which he processed in Lac du Flambeau, some of which were processed in the wood shop in Madison.
Bags of roots (TD)
Soaking roots in a pot of heated water before being processed. The hot water loosens the red outer layer, which must be removed. (TD)
In the wood shop, the roots were placed in a barrel filled with water and submerged by gently placing heavy weights on top of them.
There is a technique to everything, and root lashing requires great attention and care. WATCH HERE
The roots that had been harvested in the summer and then soaked for a long period in a barrel in the wood shop did not always prove useable. Wayne and ENVISION students collected fresh roots in Lac du Flambeau, which Wayne and assistants processed in Madison in order to continue the lashing. WATCH HERE
More processing in order to finish the decorative lashing. WATCH HERE
Creative innovation. Wayne found that he could alternate the fresher, darker roots he had brought from Lac du Flambeau with the ones that had been soaking for longer to create an attractive light-dark pattern along the gunwales.
Once the stitching and lashing was completed, Wayne cut away excess bark above the line of stitches. During the cutting, he inserted a piece of bark behind the layer to ensure that the knife did not damage the bark that remained. The stitched seams were then eventually covered in pine pitch to make the canoe waterproof.
With the outwales now lashed to the inwales for the main portion of the canoe, the final section is ready to be bent upward and lashed in place. Wayne has removed the temporary thwart at the end in order to ease the strain in the inwales and outwales while undertaking this bending.
Wayne added two outer layers of bark to the prow and stern. On the stern end, he chose to use "winter bark," bark that has been harvested later in the year and retains an extra layer of rind as a result. This additional layer gives the bark a deep, attractive color, which can be inscribed with an awl to make patterns, as discussed in the BIRCH page of this website.
Winter bark in place and ready to be sewn and lashed.
The lower portion of the canoe end is stitched in twine; the upper in spruce root.
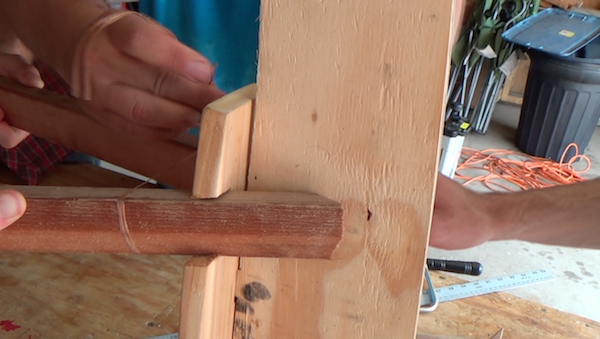
Wayne has laid the center permanent thwart above the temporary thwart to show where it will be placed. It is slightly longer than the temporary thwart, a detail which we influence the final shape of the finished canoe.
The temporary thwarts are removed as well as the plywood form, exposing to view for the first time in weeks the bark bottom of the canoe. The seams on the bottom of the canoe can now be sewn, and patches can be added in areas where the bark has holes or is likely to split.
Additional patches can be added to the inside of the canoe in places that are likely to split or leak.
One of the medium-sized thwarts lashed in place and painted. The thwarts are painted red on one side and blue on the other, as detailed in the TRADITION page of this website. (TD)
Form out, and three of the permanent thwarts inserted.
Keeping sides wet as thwarts, slightly longer than temporary thwarts, are inserted. The moisture also keeps the gunwales flexible in preparation for the installation of the final gunwale pieces, the topwales.
Marking the ribs. Wayne used a pencil and his hand to measure the approximate place where each rib would need to be bent in order to fit into the canoe at any given width. The end ribs will require a very sharp and narrow "V"-shaped bend; the ribs in the center of the canoe will have a wider, more squared "U"-shaped bend. Wayne produced the bends by pressing the hot, steamed ribs against a mold, and these hand marks helped him gauge where to make the bends before fitting the rib into the canoe.
Laying out the ribs in pairs. Except for the ribs closest to the prow and stern, Wayne bent the ribs in pairs. Here he has arranged them on top of the canoe in this fashion, making sure to reserve the longest rib pieces for the center of the canoe and shorter pieces for the ends.
The canoe is turned upside down. The bottom of the canoe has not yet acquired its "belly," or rounded shape. This will occur after the ribs are inserted and the canoe has had a chance to hang overnight.
Dowsing the bottom with boiling water.
The canoe is turned upright and dowsed from this side with boiling water as well. Traditionally, this work is done outside on the ground and the water is simply absorped into the ground. At the woodshop it was necessary not only to constantly dowse the canoe but also mop or vacuum up the cooled water so that it would not leak into the floor and damage electric wiring or plaster in the floors below!
A steamer was essential for getting the ribs hot and moist to allow for bending. (TD)
Wayne bends a pair of steamed ribs around a round form anchored to the work table. He wears gloves since the ribs are still steaming hot.
With the bends made, Wayne turns to install this pair of ribs in the center of the canoe.
A few pieces of sheathing have been placed in the bottom of the canoe to help distribute the pressure of the ribs once installed and to prevent the bark from ripping as a result. Wayne uses his feet, clad in soft mocassins, to guide the final bend of the pair of ribs so that they fit the intended space correctly. Once the bending is complete, the two ribs are placed side by side and lightly nailed in place with nails into the inwales.
Wayne worked from the center of the canoe toward the prow, inserting ribs in pairs. Here he is preparing to add in the canoe's eighth and ninth ribs, close to the medium-sized thwart.
Assistants lift up on the sides of the canoe to allow for the ribs to take on a rounded shape, something that will increase once the canoe is suspended from the ceiling after all the ribs are in.
At the prow, Wayne can no longer do the work by standing inside the canoe. Instead, the ribs are tapped into placed with a piece of wood and hammer. Pieces of sheathing are included between the ribs and the bark here as well so as to distribute the pressure of the ribs.
The final ribs had to be bent at a very sharp angle. Only a well steamed plank, with grain running evenly from end to end of the piece, could withstand this degree of bend without cracking. Wayne made these bends by bending the pieces against his knee.
The final rib at the stern is ready to dry. The ribs are loosely nailed or screwed into place. They will be allowed to set for a couple of days and then can be removed and cut for their final installation.
Now that you have an idea of the process, watch this video to see the work in action. WATCH HERE
Once the ribs had dried and taken their permanent shapes, Wayne removed them from the canoe—carefully noting their order—and worked to shape each into its final form. The excess wood at the ends had to be cut off, and the ends tapered with a knife so that they would fit in the space between the inwale and the bark. (TD)
The dried ribs are cut to proper length and sanded and honed at their ends so that they can be inserted into the canoe.
FINAL INSTALLATION OF THE TRIMMED RIBS AND SHEATHING
Installing sheathing before ribs placed in permanently (TD)
The cut and honed ribs are now installed into the space between the bottom of the inwale and the bark. The process now moves from each end of the canoe toward the center.
Sheathing middle of canoe. The sheating is held in place by the ribs and no other anchoring is necessary.
The last ribs to be fit in are the ones at the very center of the canoe—the very first ones that were bent and inserted a few days before. Small shims can be added where needed along the gunwale.
Middle ribs tapped into place.
End ribs tapped into place: especially with the narrow end ribs, it was useful to tap them into place in small increments.
The canoe was suspended from the ceiling overnight to let the ribs mold the bark into a permanent shape. Clamps from side to side helped ensure that the pressure of the ribs would not cause the gunwales to splay outwards.
Here's a video rendering of this process. WATCH HERE
After hanging overnight with its ribs inserted, the canoe has attained its "belly," or ideally rounded shape. Unlike a factory-made aluminum canoe, Wayne's birchbark canoe is crafted so that its bottom rises upward at the ends, making it much more maneuverable on the water.
Once the gunwale pieces had been fully lashed, it was time at last to add the third part of the gunwale assembly, a long piece that would cover the inwales, outwales, and bark sandwiched between them and protect the lashings from the wear and tear of daily use. This was the final step before waterproofing the canoe by applying the pine pitch.
Soaked topwale attached at center of canoe.
The topwale will be laid over the top of the lashings and be snugly pegged into place.
Pegging the topwales with whittled peg inserted into a hole that goes through the topwale and into the outwale in a space between the lashings. The peg will be cut flush with the surface of the topwale and then sanded.
By adding pegs, Wayne worked his way from the center of the canoe toward the edges, bending the topwale as needed.
The topwales were lashed at the sharp bend upward at the prow and stern.
The topwale is lashed again at the very tip of the prow.
Topwales fully installed, pegged and lashed in place.
Bag of bigiw, pine pitch, ready to be melted and prepared for application to the canoe seams and holes.
Melting pitch with a hotplate.
The melted pitch contained small pieces of bark, dirt, and pine needles that had to be removed by straining. The liquified material was poured into a piece of burlap and then twisted and squeezed to release the strained pitch.
Oak charcoal, finely pounded and ground, gives the mixture its rich black color and also its strength.
Charcoal is added to the melted pitch to give the mixture its durability. Lard or other animal fat is also added to give the mixture a needed degree of flexibility.
Testing pitch. The hot pitch mixture is applied to a piece of bark and then placed in cold water to float. After cooling, the bark is bent. If the pitch is too brittle, as above, it will crack and chip off.
With the addition of animal fat, the mixture becomes sufficiently flexible to bend and remain intact. This is the consistency needed for proper performance.
The hot pitch is applied to the bottom of the canoe with a stick. (TD)
Smoothing the applied pitch with a wet finger. (TD)
Pitching the nose of the canoe. (TD)
The first coating of pitch is applied to the side seams of the canoe.
Tom Loeser holds the canoe at a needed tilt while Wayne and assistants work to apply and smooth the pitch.
The metal brackets of the Dejope Hall mount caused minor damage to some of the pitch. While the canoe was at Lac du Flambeau for a school assembly, Wayne was able to make needed small repairs. This allowed for further documentation of the pitching process.
The new pitch is applied to the seams where needed.
Carving a paddle. The paddles were shaped from single pieces of white cedar and decorated with thunderbird symbols. WATCH HERE
The completed canoe is ready for its launch! You can read about the ceremony held on the day of its maiden voyage on the Education page of this website.














 piece is carefully fit into the manboard and tied in place. Wayne uses plywood to form the prow and stern piece. You can view the elaborate tradition for forming this nose piece in the archival films featured in the
piece is carefully fit into the manboard and tied in place. Wayne uses plywood to form the prow and stern piece. You can view the elaborate tradition for forming this nose piece in the archival films featured in the